
Научно-технический прогресс в промышленности определяется степенью совершенствования технологии, внедрением принципиально новых технологических процессов, модернизацией оборудования, прежде всего автоматизированного, с микропроцессорными и компьютерными системами контроля и управления; широким применением автоматизированных систем управления технологическими участками, цехами, предприятиями и т.д.
Высокие темпы автоматизации как оборудования, так и участков цехов требуют практически постоянного совершенствования технических средств автоматизации. Современное оборудование оснащено специализированными компьютерными системами управления, которые позволяют выполнять сложные технологические операции без непосредственного участия человека с гарантированным качеством продукции. Постоянно повышаются экономические требования к автоматизации – быстрая окупаемость затрат, экономия энергии и т.д. Значительно повышены требования к экологии и безопасности.
Изготовление обуви из деталей предполагает большое количество разнородных операций на оборудовании, традиционно ориентированном на использование ручного труда. Автоматизация обувных машин в основном включает автоматическую регулировку нагрева, прессования и других операций для облегчения физических усилий рабочего, однако в целом доля ручного труда все еще довольно велика.
При анализе производственного процесса как объекта технологического контроля объектная модель намеренно упрощается, отражая в ней только приоритетный процесс. Это удобно при анализе ТОУ, при синтезе автоматических систем регулирования (АСР), однако необходимо помнить, что модель объекта – лишь упрощенное представление технологического процесса.
В наиболее общем определении автоматизация технологического процесса (оборудования) означает применение автоматических устройств и систем для выполнения функций управления этим процессом с целью частичного, а в дальнейшем полного освобождения человека от ручного труда.
Известны следующие объективные причины, вызывающие необходимость применения автоматических устройств как самостоятельных функциональных блоков в схеме производственной машины или агрегата: 1) получение информации, необходимой для качественной и количественной оценки работы ТОУ; 2) обеспечение заданных пусковых и остановочных режимов; 3) предупреждение возникновения критических и аварийных ситуаций; 4) поддержание заданных значений технологических переменных и режимных параметров, определяющих нормальное функционирование оборудования при воздействии случайных возмущений и внешних управляющих команд; 5) оптимизация хода технологического процесса с целью повышения его эффективности при непрерывно изменяющихся внешних условиях и внутренней структуры модели управляемого объекта; 6) улучшение условий труда людей с одновременным изменением его содержания.
Реферат управление качеством в процессе закупок
... партнерские отношения с поставщиками. В соответствии с названными этапами важнейшими элементами управления качеством в процессе закупок являются: 1) определение требований к качеству поставляемых материально-технических ... внесении поставщиком изменений в состав материалов или изделий. При покупке машин или оборудования необходимо точно определить их технологические возможности. Перед отправкой ...
В связи с тем, что практическое внедрение автоматики может быть связано со значительными затратами, необходимо предварительное рассмотрение экономической целесообразности внедрения автоматических устройств. Целесообразность автоматизации технологического процесса выявляется исходя из экономических показателей, оцениваемых с учетом таких факторов, как степень механизации и автоматизации рассматриваемого оборудования; однородность сырья; стабильность источников энергии и материаль
www.studsell.com
Темы дипломных по Автоматизации производственных процессов
Дизайн диплома — важнейший и завершающий этап учебного процесса, на котором используются все знания, полученные в период обучения, в направлении «автоматизация производственных процессов”.
Дипломный проект по автоматизации производственных процессов, Дипломная работа по автоматизации производственных процессов
тем дипломных проектов по автоматизации производственных процессов
тем дипломных работ по автоматизации производственных процессов
тем дипломных по автоматизации производственных процессов
- Автоматизация внутризаводских транспортных потоков
- Автоматизация водокотельной установки
- Автоматизация выбора маршрутов доставки асфальтобетонной смеси.
- Автоматизация котельной установки блока … ГРЭС
- Автоматизация отделения измельчения файнштейна рафинировочного цеха
- Автоматизация парокотельной установки
- Автоматизация первой стадии производства серной кислоты
- Автоматизация перемещения грузов на предприятии.
- Автоматизация процесса автоклавного окисления сульфидных минералов
- Автоматизация процесса дегидратации гидразин-гидрата едким натром
- Автоматизация процесса компримирования и охлаждения природного газа на компрессорных станциях магистральных трубопроводов
- Автоматизация непрерывного циклического дозирования сыпучих смесей.
- Автоматизация процесса первичной переработки нефти
- Автоматизация процесса пиролиза в производстве этилена
- Автоматизация процесса получения амидола методом высокоэффективной вакуумной ректификации
- Автоматизация процесса получения аммонизированного раствора нитрата кальция
- Автоматизация процесса предварительной очистки водорода
- Автоматизация процесса спекания высокоглинозёмистого сырья в трубчатой вращающейся печи
- Автоматизация процесса хранения муки в цехе готовой продукции
- Автоматизация циклического дозирования заполнителей бетона.
- Автоматизация процессов транспортирования компонентов строительных смесей
- Автоматизация реакторного блока гидроочистки
- Автоматизация резервуарного парка
- Автоматизация стадии конверсии сернистого ангидрида в производстве серной кислоты
- Автоматизация транспортирующей линии склад – потребитель
- Автоматизация температурного режима компонентов для производства битумного конгломерата.
- Автоматизация участка гидроочистки в процессе каталитического риформинга
- Автоматизация химического контроля газового контура энергоблока АЭС
- Автоматизированная лабораторная установка исследования усталостной прочности металла и восстановления его ресурсов
- Автоматизированная система взвешивания грузов в движении (применительно к условиям АО …)
- Автоматизированная система водоочистки (на примере цеха по производству фруктовых вод)
- Автоматизированная система диспетчерского управления и учета электроэнергии в условиях ОАО …
- Автоматизированная система диспетчерского управления ЭСПЦ ()
- Автоматизированная система дозирования шихтовых материалов в углеподготовительном цехе АО …
- Автоматизированная система измерения масс в движении в условиях ОАО …
- Автоматизированная система контроля и компенсации контролируемых возмущений доменной печи
- Автоматизированная система неразрушающего поиска дефектов водопроводов
- Автоматизированная система управления доменной печью
- Автоматизированная система управления процессом обогащения угля в тяжелых средах
- Автоматизированная система управления роликовой печи для условий цеха листоотделки ОАО …
- Автоматизированная система управления технологическим процессом хранения сырой нефти
- Автоматизированная система учета поступления металлолома на автомобилях в копровый цех
- Автоматизированная система учета электроэнергии на предприятии
- Автоматизированная система учета энергоносителей в кислородно-конвертерном производстве
- Автоматизированная технология выбора и настройки сглаживающих фильтров в системах измерения и регулирования
- Автоматизированная установка контроля качества радиопоглощающего бетона.
- Автоматизированный комплекс контроля расхода воды на водозаборе с применением SCADA – технологии
- Автоматическая система защиты горнодобывающего производства
- Автоматическая система подогрева открытых лестничных маршрутов
- Автоматический импульсный пневматический дозатор сыпучих материалов
- Анализ эффективности методов расчета настроек промышленных регуляторов
- АСУ ТП турбоагрегата ГРЭС
- Градуировка анализатора РА-915М для определения концентрации паров ртути в воздухе
- Динамический контроль гранулометрии песка и щебня для расчета состава смеси.
- Идентификация объектов управления на основе применения настраиваемых моделей
- Измерение скорости коррозии реакторного оборудования АЭС
- Информационно-метрологическое обеспечение многовариантных автоматизированных технологий расходометрии
- Исследование алгоритмов прогнозирования показателей качества кокса
- Исследование свойств контролируемых возмущений доменного процесса
- Микропроцессорная система защиты подъемного крана от опрокидывания.
- Многовариантная идентификация технологических объектов в замкнутом конторе управления
- Моделирование крупности битумной смеси для оперативного расчета состава.
- Оптимальное управление процессом гидрирования бензола до циклогексана в условиях неопределенности
- Подача песка и щебня в надбункерное отделение БСУ партерного типа
- Подача сыпучих компонентов в бетоносмесительное отделение
- Прямое адаптивное управление в технических системах
- Разработка корректирующих воздействий по составу агломерационной шихты в условиях аглоцеха
- Разработка комплекса лабораторий по синтезу и анализу ACP различной степени сложности.
- Разработка методики поверки анализатора ртути РА-915М
- Разработка экспертной системы для верхнего уровня автоматизированной системы управления узлом щелочной очистки пиролиза
- Распределенная система автоматизации сортопрокатного стана на примере …
- Расчет параметров типовых регуляторов на основе метода динамической компенсации
- Система автоматизации воздухонагревателей доменной печи
- Система автоматизации лабораторных испытаний рельсового металла (на примере АО ”КМК”)
- Система автоматизации нагревательной печи
- Система автоматизации производства сульфатов
- Система автоматизации рудно-термической печи (на примере ОАО …)
- Система автоматизации установки для продувки стали аргоном
- Система автоматизации электролизера
- Система автоматизированного управления дуговой сталеплавильной печи
- Система автоматизированного управления кислородно-конверторной плавкой
- Система автоматизированного управления электролизером в условиях
- Система автоматизированного учета и нормирования расхода ферросплавов (на примере сталеплавильных цехов АО …)
- Система автоматического контроля и регулирования водоподготовки
- Система автоматического контроля качества рельсов в …
- Система автоматического контроля прямолинейности рельсов
- Система автоматического регулирования процесса разливки стали на …
- Система автоматического управления конвертерной плавкой
- Система автоматического управления ферросплавной печью
- Система дозирования и взвешивания шихтовых материалов
- Система контроля и компенсации возмущений доменного процесса с применением динамических показателей эквивалентных возмущений (ДПЭВ): синтез ДПЭВ
- Система контроля и оптимизации режимов агломашины с учетом экологических параметров
- Система контроля и отображения информации доменной печи
- Система контроля качества и управления прямолинейностью ж/д рельсов в условиях РБЦ
- Система контроля качества проката
- Система моделирования и оптимизации процессов перемешивания стали в УПСА
- Система оперативного нормирования показателей работы прокатного цеха
- Система построения и реализации контактных графиков электросталеплавильного производства (на примере …)
- Система слежения за металлом на непрерывном прокатном стане
- Система слежения за металлопотоком комплекса “сталь прокат” (ОАО …)
- Система управления автоматической очисткой циклонных фильтров на предприятиях строительного сектора.
- Система управления объектами с рециклом на примере ДСП –100
- Система управления с переменной структурой объекта на примере …
- Совершенствование автоматизированных лабораторных установок для освоения и исследования алгоритмов цифрового регулирования
- Совершенствование системы автоматизации агломерационного производства …
- Технологическая линия загрузки закрытого склада
- Транспортные потоки на заводах АБЗ
- Управление температурным режимом печи кипящего слоя в производстве медного огарка
- Управление температурой асфальтобетонной смеси на выходе АБЗ.
По любой из вышеприведенных тем, а также по любой другой, можно оформить заявку на написание дипломной работы по автоматизации производственных процессов на заказ
Управление процессом продаж в оптовой торговой организации на ...
... к созданию эффективного процесса управления продажами в оптовой организации. Анализ управления продажами был проведен в ООО «Estetica». Данная организация специализируется в производстве мягкой мебели. Объектом исследования в дипломной работе являются аспекты ...
Курсовая работа по системам управления технологическими процессами
... SCADA-систему (система диспетчерского управления и сбора данных), которая выполняла бы следующие функции: прием информации о контролируемых технологических параметрах (состав дистиллята, расход хладоносителя); непосредственное автоматическое управление технологическим процессом. оперативное управление ходом технологического процесса (изменение ...
Управление бизнес-процессами
... Основные модули управления предприятием; 2. Специализированный модуль автоматизации взаимоотношений с клиентами; Специализированный модуль автоматизации взаимоотношений с поставщиками Рисунок 1 - Имитационная система ERP II 1.1.2 Управление бизнес -процессами Оптимизация на основе совершенствования системы управления фирмой. Если ...
kursar.ru
Автоматизация производства – реферат, курсовая работа, диплом, 2017
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
среднего
профессионального образования
БАЛАКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМРабочая программа « Автоматизация технологических процессов»для специальности 2101«Автоматизация технологических процессов и производств»
2006Одобрена Составлена в соответствии с предметной комиссией требованиями к минимуму Председатель ПЦК содержания и уровню_______________ подготовки выпускников«____»__________ по специальности 2101Заместитель директора по учебнойработе ______________ В.И. Моторина«___» ___________Автор: Булатов Ю.И. – преподаватель БПТРецензенты: Стефанюк Р.Ю. – председатель комиссии автоматики Волжского политехнического техникума Телевань В.В. – преподаватель БПТ
Пояснительная записка
Программой предмета «Автоматизация производства» (АП) предусматривается изучение основных определений и основных сведений о технологических объектах управления; изучение правил выполнения схем автоматизации и принципиальных электрических схем управления типовых схем контроля, регулирования, сигнализации; схем автоматизации различных технологических процессов, использование ВТ в управлении процессами. При изложении темы необходимо опираться на знания, полученные студентом при изучении предметов: «Измерительная техника», «Основы электроники». Изложение материала должно быть логически последовательным и основываться на последних достижениях науки и техники.В результате изучения предмета студенты должны:Знать:
- принципы построения схем автоматизации;
- типовые схемы автоматизации технологических процессов;- применение вычислительной техники в управлении технологическими процессамиПриобрести навыки и умения:
- пользоваться правилами построения схем автоматизации;
- обосновывать выбор регулируемых, контролируемых, сигнализируемых параметров;
- решать производственные задачи;
- использовать вычислительную технику в управлении технологическими процессами;
— пользоваться справочной и технической литературой.В программу предмета входит выполнение графических и практических работ.Рекомендуются темы, предложенные в тематическом плане, и время, отведенное на их изучение.Преподаватель, ведущий данный предмет, может внести изменение в наименование разделов, тем и графически – практических работ (в пределах общего бюджета времени, отведенного на изучение предмета).
Эти изменения рассматриваются предметным комитетом и утверждаются руководителем технического института.Преподаватель должен продумать автоматизацию тех технологических процессов, которые в настоящее время внедрены на базовых предприятиях. Название экзаменов определяется предметным комитетом и проводится за счет времени, отведенного на изучение предмета.
Содержание дисциплины:ВВЕДЕНИЕ
Цель и задачи предмета «Автоматизация производства».Развитие полной механизации и автоматизации производства, влияние на экономию сырья, материалов, топлива, энергии, повышение эффективности производства и качества продукции, охрана окружающей среды. Использование информационных технологий в управлении технологическими процессами.Содержание предмета и его связь с другими предметами.После изучения темы студенты должны:Знать:
- цель и задачи предмета, его связь с другими предметами;
- перспективы развития автоматизации.Уметь: — формулировать основные рекомендации по совершенствованию управления технологическими процессами.
Раздел 1.
Принципы управления производствомТема 1.1. Технологические объекты управления
Основные определения. Классификация типов технологических процессов. Параметры процесса и возмущения. Требования к технологическому объекту управления.После изучения темы студенты должны:Знать:
- основные понятия технологических объектов управления (ТОУ) и их классификацию;
- параметры процесса, возмущения.Уметь:
- использовать основную терминологию в своих ответах;
- определять входные и выходные параметры, возмущения в ТОУ.
Тема 1.2.
Управляющая система
Определение управляющей системы. Классификация автоматических устройств, входящих в систему управления. Критерий эффективности и цель управления. Классификация систем управления: закрытые, открытые, комбинированные.
После изучения темы студенты должны:
Знать:
- достоинства и недостатки систем управления;
- порядок выбора систем управления.
Уметь:
- обосновать выбранную схему управления, а также параметры регулирования, контроля, сигнализации.
Тема 1.3. Типовые схемы контроля, регулирования, сигнализации
Изучение ГОСТа 21404-85 «Автоматизация технологических процессов». Условные обозначения приборов и средств автоматизации.
Типовые схемы контроля, регулирования, сигнализации.
После изучения темы студенты должны:
Знать:
- порядок построения типовых схем автоматизации: измерительных комплектов давления, расхода, уровня, температуры и состава вещества;
- одноконтурные системы регулирования параметров.
Уметь:
- строить схемы автоматизации измерительных, регулируемых, сигнализируемых комплектов;
- читать схемы автоматизации.
Практическое занятие:
1. Чтение схем автоматизации.
2. Построение автоматических цепей управления, регулирования, сигнализации.
3. Составление спецификации на средства автоматизации.
После проведения практического занятия студенты должны:
Знать:
- типовые схемы автоматизации;
- типы приборов, используемые в схемах автоматизации, порядок составления спецификации на средства автоматизации.
Тема 1.4.
Разработка функциональных схем автоматизации производства
Методика и общие правила выполнения схем автоматизации. Изображение технологического оборудования и коммуникаций. Позиционное обозначение приборов и средств автоматизации. Требования к оформлению. Примеры выполнения схем автоматизации.
Общие требования и правила выполнения монтажных схем.
После изучения темы студенты должны:
Знать:
- правила выполнения схем автоматизации.
Уметь:
- пользоваться правилами выполнения схем, присваивать позиции средствам автоматизации.
Рубежный контроль по темам 1.3., 1.4.
Раздел 2. Автоматизация производства, Тема 2.1. Автоматизация гидромеханических процессов
Типовые схемы для жидкостей и газов, смешивания жидкостей, осаждения, фильтрации.
Принципиальные электрические схемы управления насосными агрегатами и компрессорами.
После изучения темы студенты должны:
Знать:
параметры, которые необходимо регулировать, контролировать, сигнализировать;
- места установки датчиков, преобразователей и вспомогательных устройств;
- методы регулирования при различных типах насосов и компрессоров;
Уметь:
- обосновывать выбор контролируемых, сигнализируемых, регулируемых параметров и каналов внесения регулируемых воздействий;
- строить и читать схемы автоматизации гидромеханических процессов.
Практическое занятие 4. Разработка и исследование схем автоматизации гидромеханических систем.
После проведения занятия студенты должны:
Знать:
- порядок исследования объекта управления;
- типовые схемы автоматизации насосных и компрессорных установок;
- принципиальные электрические схемы сигнализации насосов и компрессоров.
Уметь:
- строить и объяснять работу схем автоматизации;
- сравнивать эти схемы с типовыми.
Тема 2.2.
Автоматизация тепловых процессов
Типовые схемы автоматизации технологических процессов нагрева, искусственного охлаждения, испарения, кристаллизации.
Типовые решения автоматизации тепловых процессов.
Практическое занятие:
5. Составление схем автоматизации, парокотельной установки.
6. Составление схемы автоматизации выпарного аппарата.
После проведения занятия студенты должны:
Знать:
- технологический процесс, порядок исследования ТОУ;
- возмущения, которые входят в объект, методы их устранения;
- параметры регулирования, контроля и сигнализации.
Уметь:
- обосновывать выбор: показателя эффективности, цели управления, регулируемых и сигнализируемых параметров и каналов внесения регулирующих воздействий;
- обосновать выбор схем связанного регулирования при различных целях управления;
- строить схемы автоматизации.
Тема 2.3.
Автоматизация массообменных процессов
Типовые схемы автоматизации технологических процессов: ректификация, абсорбция, адсорбция, сушка. Типовые решения автоматизации массообменных процессов.
Практические занятия:
7. Составление схемы автоматизации абсорбера.
8. Составление схемы автоматизации сушилки.
9. Составление и исследование схем автоматизации ректификационной колонны.
После проведения занятия студенты должны:
Знать:
- порядок проведения исследования ТОУ;
- типовые схемы автоматизации тепловых и массообменных процессов.
Уметь:
- читать, исследовать, составлять, объяснять схемы автоматизации тепловых и массообменных процессов и применять различные автоматические устройства.
Рубежный контроль по темам 2.2, 2.3.
Тестовая работа: В работу должны быть включены вопросы, связанные с разработкой систем управления ранее изученными технологическими процессами.
Тема 2.4. Автоматизация химических процессов
Изучение автоматизации химических процессов, исходя из специфики базовых предприятий (органических и неорганических веществ, химических волокон, минеральных удобрений).
Практические занятия:
10. Составление схемы автоматизации суперфосфата.
11. Составление схемы автоматизации комплексных удобрений.
12. Разработка и исследование схем автоматизации производства химического волокна.
Тема 2.5. Применение микропроцессорной вычислительной техники в автоматизации производства
Оптимизация управления производством. Перспективы применения вычислительной техники в АСУ ТП.
Ввод в ЭВМ и вывод из нее аналоговой информации. Построение схем автоматизации технологических процессов с использованием микропроцессорной техники и ЭВМ.
После изучения темы студенты должны:
Знать:
- основные направления и возможности использования вычислительной техники в процессе управления;
- принцип ввода информации;
Уметь:
- строить и читать схемы автоматизации.
РЕЦЕНЗИЯ
на рабочую программу дисциплины «Автоматизация производства» по специальности 2107 «Средства и механизации и автоматизации».
Рабочая программа «Автоматизация производств» составлена в соответствии с государственными требованиями к минимальному содержанию и уровню подготовки выпускников специальности 2107 «Средства механизации и автоматизации» среднего профессионального образования.
Рабочая программа реализует высший уровень требований госстандарта и позволяет выпускникам техникума работать в различных отраслях.
Тематический план дисциплины «Автоматизация производств» реализует методический принцип «от простого к сложному», обеспечивает логическую преемственность излагаемого материала при распределении разделов и тем внутри предмета.
Весь материал распределен между двумя разделами. В первом разделе «Принципы управления производством» дана характеристика объектов управления и систем управления. На основе этого материала и знаний студентов дисциплины «Измерительные приборы» изучаются типовые схемы автоматического контроля, сигнализации и регулирования параметров технологического процесса. Первый раздел завершается методикой разработки функциональных схем автоматизации производства.
Во втором разделе «Автоматизация производства» на основе знаний, полученных студентами при изучении первого раздела, рассматривается автоматизация конкретных технологических процессов. Первые темы предлагают студентам возможность изучить темы автоматизации общепромышленных стандартных технологических процессов: гидромеханические, тепловые, массообменные. Затем изучаются более сложные вопросы автоматизации химических процессов. В заключение рассмотрены вопросы автоматизации химических процессов. В заключение рассматриваются темы исследования микропроцессорной техники в автоматизации производства.
Рабочая программа позволяет тренировать навыки и умения автоматизировать типовые процессы, умение управлять этими процессами с помощью средств автоматизации.
Рецензент: Клюкин А.И.
нач. отдела стандартизации
и сертификации г.Балаково.
РЕЦЕНЗИЯ
на рабочую программу дисциплины «Автоматизация производства» по специальности 2107 «Средства и механизации и автоматизации».
Рабочая программа «Автоматизация производств» составлена в соответствии с государственными требованиями к минимальному содержанию и уровню подготовки выпускников специальности 2107 «Средства механизации и автоматизации» среднего профессионального образования.
Рабочая программа реализует высший уровень требований госстандарта и позволяет выпускникам техникума работать в различных отраслях.
Тематический план дисциплины «Автоматизация производств» реализует методический принцип «от простого к сложному», обеспечивает логическую преемственность излагаемого материала при распределении разделов и тем внутри предмета.
Весь материал распределен между двумя разделами. В первом разделе «Принципы управления производством» дана характеристика объектов управления и систем управления. На основе этого материала и знаний студентов дисциплины «Измерительные приборы» изучаются типовые схемы автоматического контроля, сигнализации и регулирования параметров технологического процесса. Первый раздел завершается методикой разработки функциональных схем автоматизации производства.
Во втором разделе «Автоматизация производства» на основе знаний, полученных студентами при изучении первого раздела, рассматривается автоматизация конкретных технологических процессов. Первые темы предлагают студентам возможность изучить темы автоматизации общепромышленных стандартных технологических процессов: гидромеханические, тепловые, массообменные. Затем изучаются более сложные вопросы автоматизации химических процессов. В заключение рассмотрены вопросы автоматизации химических процессов. В заключение рассматриваются темы исследования микропроцессорной техники в автоматизации производства.
Рабочая программа позволяет тренировать навыки и умения автоматизировать типовые процессы, умение управлять этими процессами с помощью средств автоматизации.
Рецензент:
Великая Г.В.
преподаватель БПТ
Литература
[Электронный ресурс]//URL: https://management.econlib.ru/diplomnaya/modernizatsiya-sistemyi-upravleniya-diplom/
1. «Автоматическое управление в химической промышленности» под редакцией Дудникова Е.Г. – Москва, «Химия», 1987г.
2. Голубятников В.А., Шувалов В.В. «Автоматизация производственных процессов в химической промышленности» – Москва, «Химия», 1985г.
3. Клюев А.С. и др. «Проектирование систем автоматизации технологических процессов» – Москва, «Энергия», 1980г.
4. Лапшенков Г.М., Полоцкий Л.М. «Автоматизация производственных процессов в химической промышленности» – Москва, «Химия», 1988г.
5. Камнев В.Н. «Чтение схем и чертежей электроустановок» – Москва, «Высшая школа», 1986г.
6. Кузьмин С.Т. и др. «Промышленные приборы и средства автоматизации в нефтеперерабатывающей и нефтехимической промышленности» – Москва, «Химия», 1987г.
7. «Промышленные приборы и средства автоматизации» справочник под редакцией Черенкова. Л. – «Машиностроение», 1987г.
Аудиовизуальные средства обучения
Диафильмы
Ленинградского опытного электротехнического завода:
1. «КИП и автоматика в нефтеперерабатывающей промышленности», 1988г.
2. «Компрессорные установки в нефтеперерабатывающей и химической промышленности», 1988г.
3. «Насосные установки в нефтеперерабатывающей и химической промышленности», 1988г.
Тематический план
|
Наименование разделов и тем. |
Макс. нагрузка для студентов |
Самост. учебная нагрузка студентов |
Обязательные учебные занятия |
|||
|
Всего |
В том числе: |
|||||
|
занятия на уроках |
лаборат. работы/ практ. занятия |
|||||
|
ВВЕДЕНИЕ |
2 |
2 |
2 |
|||
|
Раздел 1. Принципы управления производством |
27 |
3 |
24 |
18 |
6 |
|
|
Тема 1.1. Технологические объекты управления. Тема 1.2. Управляющие системы. Тема 1.3. Типовые схемы автоматического управления, сигнализации и регулирования. Тема 1.4. Разработка функциональных схем автоматизации производства. |
5 4 14 4 |
3 |
2 4 14 4 |
2 4 8 4 |
6 |
|
|
Раздел 2. Автоматизация производства |
54 |
14 |
40 |
22 |
18 |
|
|
Тема 2.1. Автоматизация гидромеханических производств. Тема 2.2. Автоматизация тепловых процессов. Тема 2.3. Автоматизация массообменных процессов. Тема 2.4. Автоматизация химических процессов. Тема 2.5. Применение микропроцессорной техники в автоматизации производства. |
12 6 10 18 8 |
4 6 4 |
8 6 10 12 4 |
6 2 4 6 4 |
2 4 6 6 |
|
|
Всего по дисциплине: |
83 |
17 |
66 |
42 |
24 |
|
Самостоятельная работа студентов спец. 2107 «Средства механизации и автоматизации» по дисциплине «Автоматизация производства»
|
N темы |
Содержание задания |
Виды заданий |
Кол-во часов |
Формы и методы контроля |
|
|
1.1. 2.1. 2.4. 2.5. |
Классификация ТОУ. Типы насосов и теплообменников. Изучить технологический процесс подготовки щелочей растворения и мерсеризации. Подобрать технологическое оборудование. Подготовить материалы для выполнения практических занятий. Изучить технологические процессы: – приготовление вискозы; – производство суперфосфата; – производство серной кислоты; История развития ЭВМ и микропроцессорной техники. Применение микропроцессорной техники на предприятиях своего города. |
Составить таблицу Нарисовать технологическую схему. Изучить ее работу. Изучить технологические процессы. Нарисовать схему процессов. Спроектировать схему автоматизации. Подготовить рефераты. |
3 4 6 4 |
Проверка письменной работы Устные ответы на контрольные вопросы. Устные отчет. Защита практической работы. Работа над ошибками. Устные доклады на конференции |
|
|
Всего по дисциплине: |
17 |
||||
referatwork.ru
Автоматизация производства: дипломная работа / ВКР
Принципы подготовки дипломов и дипломных работ по промышленной автоматизации. Актуальность дипломов по автоматизация производства. Рекомендации по подготовке дипломной работы по промышленной автоматизации.
Диплом по автоматизации производства
| 1. Диплом по автоматизации производства мебельной продукции | 2. Дипломная по автоматизации производства промышленного оборудования |
| 3. Дипломная работа по автоматизации производства на пищевом предприятии | 4. Совершенствование и автоматизация производства: дипломная работа |
| 5. Оптимизация и автоматизация производства: дипломная работа | 6. ВКР: Автоматизация складского учета производственного предприятия |
| 7. Дипломная работа: Автоматизация формирования заявок на производство продукции компании | 8. Бакалаврская работа: Автоматизация складского учета производственного предприятия (завода) |
| 9. Дипломная работа: Автоматизация учета продаж компании-производителя оконных конструкций | 10. Диплом: Автоматизация информационной системы приема заказов на нестандартную упаковку в производственной фирме |
| 11. Дипломная работа: Автоматизация учета продаж производственно-торговой организации | 12. Выпускная бакалаврская работа: Автоматизация учета продаж производственного объединения |
| 13. Диплом: Автоматизация учета производства строительных материалов | 14. Дипломная работа: Разработка системы автоматизации управленческого учета производственного объединения |
| 15. Дипломная работа: Автоматизация учёта товаро-материальных ценностей производственного предприятия | 16. Магистерская работа: Автоматизация комплекса задач менеджера проекта компании по производству металлоконструкций |
| 17. Диплом: Автоматизация делопроизводства и обеспечение безопасности на предприятии | 18. Диплом: Автоматизация документооборота торгово-производственной компании |
Актуальность изучения автоматизации производства в дипломе обусловлена непрерывным процессом автоматизации человеческого труда за счет механизации вспомогательных и основных производственных процессов. Так, например, такие работы можно посвятить автоматизации производства мебельной продукции. Пример пользовательского интерфейса такой системы приведен на рисунке 1.
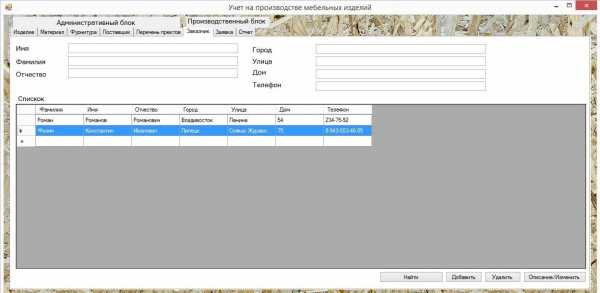
Рисунок 1 – Пользовательский интерфейс системы автоматизации производства в дипломной работе
автоматизированное производство
диплома по автоматизации производства
1. Последовательность, при которой все процессы в рамках производственного цикла должны сочетаться друг с другом и реализовываться в определенной последовательности.
2. Интеграция, при которой автоматизированный процесс должен адаптироваться к общей бизнес-среде.
3. Независимость исполнения, при котором автоматизируемый процесс должен реализовываться самостоятельно без участия человека (или с минимальным участием).
автоматизации производства
1. Операционный уровень, на котором автоматизация производства ориентирована на выполнение операционных функций.
2. Тактический уровень, на котором обеспечивается распределение функций между производственными процессами.
3. Стратегический уровень, на котором происходит управление всей компанией. Автоматизация производства на стратегическом уровне обеспечивает решение задач прогнозирования и анализа.
В результате дипломной работы следует спроектировать и разработать информацинную систему автоматизации производства, пример структуры такой системы приведен на рисунке 2.
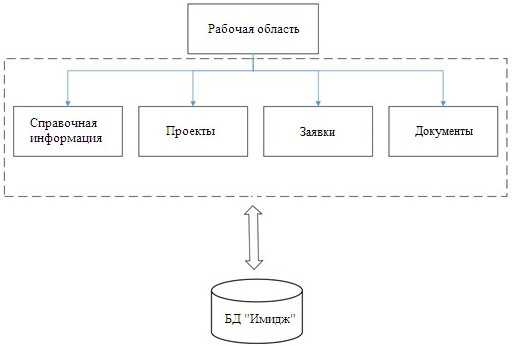
Рисунок 2 – Структура системы автоматизации производства в дипломе
дипломной работе по автоматизации производства
На данное время есть несколько альтернатив автоматизации приёма и обработки заказа (рисунок 3).
Однако предлагаемые программные продукты и методы не охватывают все аспекты процесса заказа. Автоматизация часто сводится к хранению заранее определенных прайс-листов на товары в электронном формате. Отталкиваясь от данных внесенных в них, приёмщик заказов может приблизительно оценить стоимость изготовления похожей (по технологии изготовления и красочности) продукции.
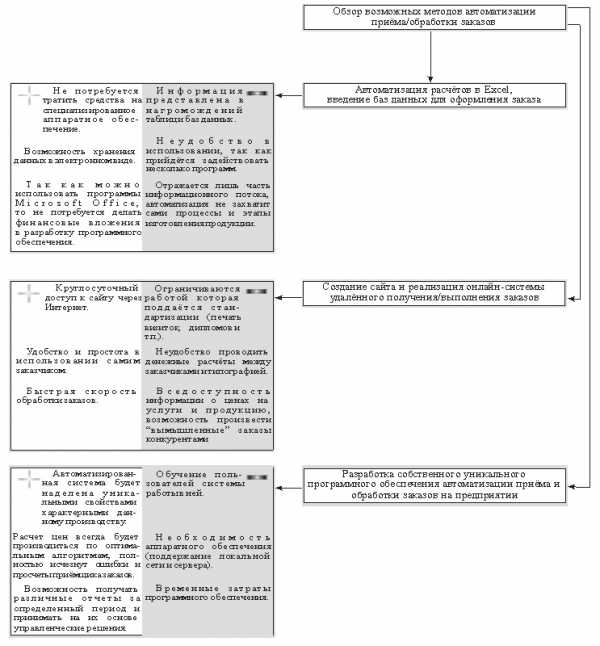
Рисунок 3 – Методы автоматизации приёма и обработки заказов продукции
Автоматизация
Следующий вид автоматизации приема полиграфической продукции — подключение к сети Интернет. В наше время создание сайта для развивающейся типографии — важное решение, это еще один шаг в развитии и расширении территориального исследования потребителей. он доступен 24 часа в сутки и может быть легко найден заинтересованными людьми, а также есть возможность подробно осветить услуги, предоставляемые компанией.
Следующий метод автоматизации — разработка автоматизированной системы. На сегодняшний день существует много различных программ автоматизации приёма заказов и управления процессами изготовления продукции (PrintEffect, Web-to-print, 1plus, Workflow).
Однако использование такого программного обеспечения является нерентабельным и нецелесообразным в реалиях работы определенной типографии с конкретным набором оборудования и спецификой принятия заказов. Недостатками являются либо жесткость структуры, либо излишняя гибкость и теоретизированность. Работа приёмщика заказа только усложняется за счет необходимости ввода множества избыточных параметров, отнимающих лишнее время.
«Общие» продукты не могут предоставить необходимую функциональность предприятию. При этом процесс внедрения такого программного продукта будет сопровождаться сложными настройками системы и проведением специалистами-разработчиками длительных специализированных курсов обучения пользователей работы в программе.
методов автоматизации в дипломной работе
автоматизация производства в дипломных работах
itdiplom.ru
Дипломная работа – Автоматизация процесса дозирование при производстве маргарина
Содержание
Введение
1 Описание функциональной схемы
2 Описание технологического процесса
3 Выбор приборов
4 Расчет регулирующего органа
Список литературы
[Электронный ресурс]//URL: https://management.econlib.ru/diplomnaya/modernizatsiya-sistemyi-upravleniya-diplom/
Введение
Термин автоматизация (от греческого automatos) означает «самодействующий». В энциклопедическом словаре дается следующее определение автоматизации производства: «Автоматизация производства – процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполняемые человеком, передаются приборам и автоматическим устройствам ».
Автоматизация производства является важнейшим фактором ускорения научно-технического прогресса в народном хозяйстве. Дальнейшие развитие всех видов промышленности требует создания автоматизированного оборудования, автоматизированных линий, технологических процессов. В научно-технических программах развития промышленности предусмотрена автоматизация производства на основе широкого применения микропроцессорной техники и электронных вычислительных машин (ЭВМ).
В ближайшее время будут решаться проблемы, обеспечивающие широкое внедрение автоматизации на всех уровнях: в области управления как технологическими процессами, так и производственно-хозяйственной деятельности предприятия в целом. В результате будут созданы автоматизированные предприятия и производственные объединения, получат дальнейшее развитие. Для решения поставленных задач нужны высококвалифицированные специалисты в области автоматизации производства. Поэтому в настоящие время большое значение придается изучению в вузах дисциплины «Автоматизация технологических процессов и производств». Целью изучения дисциплины является подготовка студента к самостоятельному решению теоретических и практических задач автоматизации химико-технологических процессов промышленности.
Измерительные приборы и автоматические устройства обеспечивают оптимальное протекание технологического процесса, недоступное ручному управлению. Поэтому автоматизация позволяет наиболее эффективно использовать все ресурсы производства, улучшить качество выпускаемой продукции и значительно повысить производительность труда.
Разработка систем автоматизации химико-технологических процессов производств осуществляется в трех направлениях: 1) определяются методы эффективного изучения закономерностей объектов управления при использовании физического и математического моделирования с применением ЭВМ: 2) создаются технические и экономические целесообразные методы управления с установлением наиболее рациональных зависимостей между измеряемыми и управляющими координатами технологических процессов; 3) разрабатываются инженерные методы эффективного воплощения автоматизации, технические средства контроля и управления.
Исходя из системного подхода, автоматизацию производства предприятия подразделяют на 4 уровня:
1. Автоматизация технологических агрегатов и машин
2. Автоматизация технологических участков.
3. Автоматизация технологических процессов в целом.
4. Автоматизация производственно-хозяйственной деятельности.
В зависимости от роли человека в управлении различают автоматические и автоматизированные системы управления (АСУ).
Автоматизированная система управления технологическим процессом (АСУ ТП) представляет собой организационно-техническую систему управления технологическим процессом в целом в соответствии с принятым критерием управления, в которой для сбора и обработки информации используется вычислительная техника. Роль человека в АСУ ТП сводится к содержательному участию в выработке решений там, где их выполнение не может быть полностью автоматизирована.
Комплекс технических средств АСУ ТП включает и средства локального контроля, сигнализации и регулирования, которые могут функционировать автономно. Локальные системы автоматизации, входящие в АСУ ТП, представляют собой комплекс устройств автоматики, автономно реализующих функцию управления частью технологического процесса или контроля за ним. Практически во всех применяемых схемах автоматизации реализуются функции контроля, сигнализации, регулирования, пуска и остановки технологического оборудования, автоматической защиты.
Автоматизация производства – непрерывно развивающийся процесс, причем особенностью его развития является то, что переход к более высокой ступени не означает полного исчезновения характерных черт развития на низшей ступени, так как каждая последующая ступень является продолжением и развитием низшей ступени.
АСУ ТП предназначены для выработки и осуществления управляющих воздействий на технологический объект управлении (ТОУ).
ТОУ представляет собой совокупность технологического оборудования, на котором по установленным регламентам осуществляется технологический процесс производства продуктов. К ТОУ относится технологические аппараты, агрегаты и установки, а также участки, цехи и технологические комплексы по производству продуктов в целом. Если технологический комплекс функционирует совместно с управляющей им АУС ТП, то они образуют автоматизированный комплекс (АТК).
По уровню, занимаемому АУС ТП в организационно- производственной структуре перерабатывающего предприятия, различают три класса АСУ ТП; нижнего уровня, верхнего уровня, многоуровневые. АУС ТП нижнего уровня управляют технологическими агрегатами, установками, участками. АСУ ТП верхнего уровня (централизованные) – группами технологических установок, участками, производствами и не включает в себя АСУ ТП нижнего уровня. Многоуровневые АСУ ТП управляют теми же, что и АСУ ТП верхнего уровня, но включают в себя АСУ ТП нижнего уровня.
Процесс дозирования широко распространен в отраслях пищевой промышленности: при производстве хлеба дозируются мука, вода, соль и другие добавки; припроизводстве овощных и закусочных консервантов дозируются вкусовые добавки; при производстве синтетических моющих средств осуществляется дозирование различных ингридиентов, входящих в их состав.
Для получения смесей повышенного качества процесс дозирования происходит обычно непрерывно. При автоматизации процессов дозирования основное внимание уделяется регулированию соотношения расходов заданных рецептурной компонентов, при этом предъявляются повышенные требования к точности дозирования.
Дозирование может осуществляться по объему, например с помощью многокомпонентного насоса-дозатора, либо по массе с помощью весовых устройств.
1 Описание функциональной схемы
Процесс дозирования широко распространен в отраслях пищевой промышленности: при производстве хлеба дозируются мука, вода, соль и другие добавки; припроизводстве овощных и закусочных консервантов дозируются вкусовые добавки; при производстве синтетических моющих средств осуществляется дозирование различных ингридиентов, входящих в их состав.
Для получения смесей повышенного качества процесс дозирования происходит обычно непрерывно. При автоматизации процессов дозирования основное внимание уделяется регулированию соотношения расходов заданных рецептурной компонентов, при этом предъявляются повышенные требования к точности дозирования.
Дозирование может осуществляться по объему, например с помощью многокомпонентного насоса-дозатора, либо по массе с помощью весовых устройств.
Рассмотрим автоматизацию процесса дозирования по массе жидких компонентов при производстве маргариновой эмульсии.
При производстве маргариновой продукции предварительно готовиться маргариновая эмульсия, в состав которой входят жировые и водно-молочные компоненты. Набор этих компонентов проводится в дозированном отделении, куда они поступают соответственно из жирохранилищя и молочного отделения. В жирохранилище каждый вид жировых компонентов находится в баках-емкостях, в которых поддерживается определенная температура, для того чтобы жиры находились в расплавленном виде и хорошо транспортировались по трубопроводам.
В молочном отделении приготавливается сквашенное молоко и пастеризуется поступающее свежее молоко, готовится раствор соли, кипяченая вода и т.д.
Дозирование-набор жировых и водно-молочных компонентов-осуществляется по определенной рецептуре по массе в баки, установленные на автоматических весах. После набора жировой и водно-молочной смеси одновременно проводится их слив в один из смесителей, откуда приготовленная маргариновая эмульсия поступает на дальнейшую обработку.
На схеме приведена схема автоматического управления участком дозирования при производстве маргарина. Из емкостей I жирохранилища и VI молочно отделения (для упрощения на схеме показоно по одной емкости)
Последовательно в баки IV и V, установленные соответственно на весах II и III, набирается по массе каждый входящий в рецептуру вид жиров и компонентов водно-молочной смеси.
Автоматизация участка выполнена с использованием комплектной системы автоматизированного дозирования жидких сред (САДЖС-2).
В состав этой системы входят рычажно-механические весы II типа РС-2Ц13 с пределом взвешивания 2000 кг, с указателем циферблатным типа УЦК-400-3 ВД6 (2а, 2б) с 6 задающими стрелками и сельсином-датчиком и с дистанционным циферблатным указателем типа УЦД-400-3ВП6(2в) с 6 задающими стрелками и сельсином-датчиком, а также весы III типа РП-1Ц13 с пределом взвешивания 1000кг и соответственно двумя указателями УЦК-400-3ВД6 (3а) и УЦД-400-3ВП6 (3б) со шкалами 0-500кг.
В качестве запорной арматуры на линиям подачи компонентов на весы и слива с весов в смесители применены отсечные клапаны с поршневым пневмоприводом КОПП 1(5б-11б; 17б-20б) и КОПП2 (12б,21б).
Управление клапанами осуществляется сжатым воздухом с помощью электропневматическим вентилей типа ВВ-32Ш (5а-12а,17а-21а).
Кроме весовых дозаторов жировых и водно-молочных компонентов, в состав системы входят два пульта управления, два шкафа, в которых расположены вентили ВВ-32Ш, и два местных щитка.
Пульты управления и дистанционные циферблатные указатели устанавливаются в помещении операторского (диспетчерского) пункта управления маргариновым цехом.
Система обеспечивает местный, дистанционный и автоматический режимы управления. В местном режиме управления производится переключателями с местных щитков, в дистанционном-переключателями с пультов управления. На пультах расположена световая сигнализация работы клапанов набора и слива компонентов, установки стрелки весов на «0» шкалы, окончания набора компонентов, готовности смесителя принять с весов набранные компоненты.
Системой предусмотрено аварийная световая и звуковая сигнализация перегрузки весов, нарушение рецептуры из-за не закрытия клапана подачи компонента, отсутствия подачи компонентов на весы и слива набранной порции с весов после поступления команды.
Система позволяет провести проверку массы отдельных компонентов, а остановить дозирование с доработкой всего цикла набора. Обеспечена также защита весов от перегрузки.
Перед началом работы системы в автоматическом режиме выбирают программу для данного вида маргарина штекерами на программной плате пультов управления. Установка штекера обеспечивает соединение датчиков массы циферблатного указателя с определенными вентилями ВВ-32Ш, управляющий сигнал от которых поступает на определенные клапаны подачи компонентов.
Если набор в баке на весах окончен и один из смесителей готов принять очередную порцию, то открываются клапаны слива и компоненты поступают в смеситель.
Системы автоматизированного управления дозированием предусматривается также автоматический контроль уровня и температуры в емкостях жирохранилища и молочного отделения. В качестве датчиков уровня используются гидростатические уровнемеры ПИГ-2(1а,13а).
Сигналы от уровнемеров поступают на вторичные приборы ППВ1.ЗИ (1б,13б) с сигнальными устройствами. По достижении верхнего уровня в емкости электрический сигнал от ППВ-1.ЗИ используется для блокировки соответствующих насосов; при нижних значениях уровня блокируется работа дозирующих устройств.
Контроль температуры продукта в емкостях осуществляется с помощью термопреобразователей сопротивления ТСП(4а), сигналы от которых поступают на многоточечный электронный мост КСМ-2(4б).
Вторичные приборы и сигнальные лампочки установлены на щитах жирохранилища и молочного отделения.
В емкости, в которой происходит сквашивание молока, с помощью погруженных датчиков ДПг и преобразователя П201 контролируется рН
2 Описание технологического процесса
Процесс дозирования широко распространен в отраслях пищевой промышленности: при производстве хлеба дозируются мука, вода, соль и другие добавки; припроизводстве овощных и закусочных консервантов дозируются вкусовые добавки; при производстве синтетических моющих средств осуществляется дозирование различных ингридиентов, входящих в их состав.
Для получения смесей повышенного качества процесс дозирования происходит обычно непрерывно. При автоматизации процессов дозирования основное внимание уделяется регулированию соотношения расходов заданных рецептурной компонентов, при этом предъявляются повышенные требования к точности дозирования.
Дозирование может осуществляться по объему, например с помощью многокомпонентного насоса-дозатора, либо по массе с помощью весовых устройств.
Рассмотрим автоматизацию процесса дозирования по массе жидких компонентов при производстве маргариновой эмульсии.
При производстве маргариновой продукции предварительно готовиться маргариновая эмульсия, в состав которой входят жировые и водно-молочные компоненты. Набор этих компонентов проводится в дозированном отделении, куда они поступают соответственно из жирохранилищя и молочного отделения. В жирохранилище каждый вид жировых компонентов находится в баках-емкостях, в которых поддерживается определенная температура, для того чтобы жиры находились в расплавленном виде и хорошо транспортировались по трубопроводам.
В молочном отделении приготавливается сквашенное молоко и пастеризуется поступающее свежее молоко, готовится раствор соли, кипяченая вода и т.д.
Дозирование-набор жировых и водно-молочных компонентов-осуществляется по определенной рецептуре по массе в баки, установленные на автоматических весах. После набора жировой и водно-молочной смеси одновременно проводится их слив в один из смесителей, откуда приготовленная маргариновая эмульсия поступает на дальнейшую обработку.
На схеме приведена схема автоматического управления участком дозирования при производстве маргарина. Из емкостей I жирохранилища и VI молочно отделения (для упрощения на схеме показано по одной емкости)
Последовательно в баки IV и V, установленные соответственно на весах II и III, набирается по массе каждый входящий в рецептуру вид жиров и компонентов водно-молочной смеси.
Автоматизация участка выполнена с использованием комплектной системы автоматизированного дозирования жидких сред (САДЖС-2).
В состав этой системы входят рычажно-механические весы II типа РС-2Ц13 с пределом взвешивания 2000 кг, с указателем циферблатным типа УЦК-400-3 ВД 6 с 6 задающими стрелками и сельсином-датчиком и с дистанционным циферблатным указателем типа УЦД-400-3ВП6с 6 задающими стрелками и сельсином-датчиком, а также весы III типа РП-1Ц13 с пределом взвешивания 1000кг и соответственно двумя указателями УЦК-400-3ВД6 и УЦД-400-3ВП6 со шкалами 0-500кг.
В качестве запорной арматуры на линиях подачи компонентов на весы и слива с весов в смесители применены отсечные клапаны с поршневым пневмоприводом КОПП 1и КОПП 2. Управление клапанами осуществляется сжатым воздухом с помощью электропневматическим вентилей типа ВВ-32Ш.
Кроме весовых дозаторов жировых и водно-молочных компонентов, в состав системы входят два пульта управления, два шкафа, в которых расположены вентили ВВ-32Ш, и два местных щитка.
Пульты управления и дистанционные циферблатные указатели устанавливаются в помещении операторского (диспетчерского) пункта управления маргариновым цехом.
Система обеспечивает местный, дистанционный и автоматический режимы управления. В местном режиме управления производится переключателями с местных щитков, в дистанционном-переключателями с пультов управления. На пультах расположена световая сигнализация работы клапанов набора и слива компонентов, установки стрелки весов на «0» шкалы, окончания набора компонентов, готовности смесителя принять с весов набранные компоненты.
Системой предусмотрено аварийная световая и звуковая сигнализация перегрузки весов, нарушение рецептуры из-за не закрытия клапана подачи компонента, отсутствия подачи компонентов на весы и слива набранной порции с весов после поступления команды.
Система позволяет провести проверку массы отдельных компонентов, а остановить дозирование с доработкой всего цикла набора. Обеспечена также защита весов от перегрузки.
Перед началом работы системы в автоматическом режиме выбирают программу для данного вида маргарина штекерами на программной плате пультов управления. Установка штекера обеспечивает соединение датчиков массы циферблатного указателя с определенными вентилями ВВ-32Ш, управляющий сигнал от которых поступает на определенные клапаны подачи компонентов.
Если набор в баке на весах окончен и один из смесителей готов принять очередную порцию, то открываются клапаны слива и компоненты поступают в смеситель.
Системы автоматизированного управления дозированием предусматривается также автоматический контроль уровня и температуры в емкостях жирохранилища и молочного отделения. В качестве датчиков уровня используются гидростатические уровнемеры ПИГ-2. Сигналы от уровнемеров поступают на вторичные приборы ППВ 1. ЗИ с сигнальными устройствами. По достижении верхнего уровня в емкости электрический сигнал от ППВ-1.ЗИ используется для блокировки соответствующих насосов; при нижних значениях уровня блокируется работа дозирующих устройств.
Контроль температуры продукта в емкостях осуществляется с помощью термопреобразователей сопротивления ТСП, сигналы от которых поступают на многоточечный электронный мост КСМ-2
Вторичные приборы и сигнальные лампочки установлены на щитах жирохранилища и молочного отделения.
В емкости, в которой происходит сквашивание молока, с помощью погруженных датчиков ДПг и преобразователя П201 контролируется рН.
3 Выбор приборов и средств автоматизации
Стеклянный термометр
Принцип действия стеклянных термометров основан на использовании свойства газов и жидкостей изменить свой, объем и твердых стержней — длину при изменений температуры.
Термометры стеклянные одноконтактные и 2-х контактные бывают палочного типа с двумя или тремя впаянными в массивный капилляр платиновыми контактами. Точки контакта указываются при заказе.
Техническая характеристика
1) Температура контактируемая, °С -20/+3000
2) Допускаемые отклонения от номинальной
Температура контактируемая в интервалах, °С
- 20/+100 ±2
101-200 ±3
201-300 ±5
3)Допустимая нагрузка: Мощность1Вт
Сила тока0,04 А
4)Длина погруженной части, ммот 50-300
5) Конструкции:
1П и 2П — одноконтактные и 2-х контактные (прямые) 1У и 2У — одноконтактные и 2-х контактные
(Изогнутые под 90°)
Уровнемер поплавковый пневматический типа ДУЖП — 200М
Предназначен для измерения и преобразования уровня в стандартный пневматический сигнал
Техническая характеристика
1) Погрешность измерения, мм…………..не более ±5
2) Дифференциал срабатывания, мм………… 5-30
3) Выходной дискретный пневматический
сигнал, мПа
При значении. «0» 0-0,01
«1» 0,11-0,14
4) Температура контролируемой среды,°С. 30+50
5) Давление рабочей среды, мПа.… до 20
6) Плотность контролируемой жидкости, кг/м. 700-1200
7) Разность плотностей двух несмешивающихся
жидкостей при контроле линии их раздела.… не менее 200
8) Давление сжатого воздуха питания, мПа. .0,14-10
9) Срок службы. .8 лет
10) Габаритные размеры, мм. 380*85*75
11) Масса, кг.… 4,3
12) Изготовитель. ..«СтарроруссПрибор» г.Иркутск
Газоанализатор оптико-акустический автоматический ГИАМ-15
Они предназначен для непрерывного контроля содержания одного из компонентов: СО, СО2, СН4 в технологических процессах в системах охраны окружающей среды и выбросах промышленных предприятий. Контроль осуществляется путем измерения объемной доли СО, СО2, СН4 и выдачи информации в виде унифицированного выходного сигнала, пропорционального анализируемой величине.
Техническая характеристика газоанализаторов ГИАМ-15
1) Диапазон измерения, %:
- а) для СО.. 0—0,01;
- 0—0,02;
- 0—0,05;
0—0,1; 0—0,3; 0—0,5;
- б) для СО2.… 0—0,01;
- 0—0,02;
- 0,05;
0—0,1; 0—0,2; 0—0,5;
- в) для СН4… 0—0,02;
- 0—0,05;0—0,1;
0—0,2; 0—0,5;
2) Параметры анализируемой газовой смеси:*
а) температура, °С. 45
б) влаги содержание, г/м3 ,. 1
в) пыли…
3) Габаритные размеры, мм… 420 ×520 ×115
4) Масса, кг..14
Манометр
Принцип действия этого прибора основан уравновешивании измеряемого давления (разрежения) силой упругой деформации одновитковой или многовитковой трубчатой манометрической пружины.
В пищевой промышленности приборы с трубчатой пружиной применяется для измерения давления и разрежения паров, жидких и газообразных сред.
Техническая характеристика
Тип МОШ 1100
1) Класс точности.2,5
2) Предел измерения… 0,1;0,16;0,25
3) Габаритные размеры, или диаметр корпуса, мм. 100
4) Масса, кг… 0,9
5) Изготовитель.… «Томскийманометровый» завод
Газоанализатор термокондуктометрический ТП5501
Принцип действия основана на непрерывном измерении содержании водорода в газовых смесях, содержащих кроме водорода двуокись углерода, метан, азот и окись углерода в любых количествах, и кислород в количествах, исключающих возможность образования взрывоопасных смесей.
В комплект поставки входят приемник, измеритель на базе прибора КСМ2-024, стабилизатор напряжения типа С-0,09 и баллон с контрольной газовой смесью.
Технические характеристики газоанализатора
1) Диапазон измерений
концентрации водорода в
газовых смесях, % по объему… 0—1; 0—2; 0—3; 0—5; 0—10; 0—20;0—6
50—100; 60—100; 80—100; 90—100;
95—100
2) Расстояние от приемника до
измерителя, м (не более).
100
3) Потребляемая мощность, В-А .150
4 Расчет регулирующего органа
Расчет регулирующего органа.
Задание:
Выбрать и рассчитать регулирующий орган для регулирования расхода воды.
Данные для расчета:
1. среда — вода
2. максимальный объемный расход Qmax () – 2520
3.перепад давлений при максимальном расчетном расходе РРО — 0.28
4.температура Т () -108
5.плотность () -1
6.абсолютное давление до-2.0
7.абсолютное давление насыщенных паров при заданной температуре -1,25
8.кинетическая вязкость при заданной температуре V — 0,00394
Расчет регулирующего органа
1. определяем максимальную пропускную способность:
, где
- максимальный объемный расходр — плотность ) РРО — перепад давлений при максимальном расчетном расходе
2. из перечня типа размеров РО выбираем регулирующий орган сусловной пропускной способностью большей на 20%
и имеющий определенный диаметр условного прохода
Dу=300.=1600()
3. проверка влияния вязкости жидкости на пропускную способность РО, определяем число Рейнольда
, где
V- кинетическая вязкость при заданной температуре
4.проверю РО на возможность возникновения кавитации.
4.1 определяю коэффициент выбранного регулирующего органа
, где
Где — площадь сечения входного патрубка регулирующего органа ()
4.2По кривой нахожу коэффициент кавитации Ккав = 0,61
4.3 определяю перепад давления, при котором возникает кавитация
где — абсолютное давление до регулирующего органа ,
- абсолютное давление насыщенных паров при температуре
Так как то выбираем РО с ране найденной условной пропускной способностью .
5.Определяем максимальную пропускную способность
6. проверяю вновь выбранный регулирующий орган по условию:
Так как условия выполняется, то с ране выбранный РО обеспечивает заданный максимальный расход в условиях кавитации и отбор регулирующего органа по пропускной способности, считается законченным.
Список литературы
[Электронный ресурс]//URL: https://management.econlib.ru/diplomnaya/modernizatsiya-sistemyi-upravleniya-diplom/
1) Г.В. Королева «Основы автоматизации» Москва «Высшая школа» 1990г.
2) А.Г. Староверов «Основы автоматизации производства» Москва «Машиностроение» 1989г.
3) В.Я. Маклер, Л.С. Раввин «Автоматическое санитарно-технических и вентиляционных систем» Москва «Староиздатель» 1982г.
4) А.Н. Камразе, М.Я. Фитерман. «Контрольно измерительные приборы и автоматика» Ленинград «Химия» 1988г.
5) К.Н. Менблер «Автоматизация конденсационных и вентиляционных систем» Москва «Машиностроения» 1987г.
www.ronl.ru
Дипломная работа / ВКР: Автоматизация процесса
Дипломная автоматизация процессов. Дипломы по автоматизации процессов. Рекомендации по написанию дипломной работы по автоматизации процессов.
автоматизация процессов
| 1. Диплом: Автоматизация процесса управления складскими запасами группы ресторанов | 2. Дипломная работа: Автоматизация процесса учета запасов предприятия |
| 3. Дипломная работа: Автоматизация процесса переработки водорода | 4. ВКР: Автоматизация процесса системы Help desk (Автоматизация процесса технической поддержки) для ООО |
| 5. Диплом: Автоматизация процесса и обеспечение безопасности удаленного обслуживания клиентов в компании | 6. Бакалаврская работа: Автоматизация процесса складского учета автосервиса |
| 7. Дипломная работа: Автоматизация процесса складского учета ООО | 8. Диплом: Автоматизация процесса учета телефонных обращений клиентов сервисной компании |
| 9. Дипломная работа: Автоматизация процесса приема заявок у клиентов автосервиса | 10. Выпускная бакалаврская работа: Автоматизация процесса учета продаж в магазине запчастей |
| 11. Диплом: Автоматизация процесса учета материалов в ООО | 12. Дипломная работа: Автоматизация процесса учета продаж в аптеке |
| 13. Дипломная работа: Автоматизация процесса логистического учета строительного материала в компании | 14. Магистерская работа: Автоматизация процесса продаж в компании ООО |
| 15. Диплом: Автоматизация процесса бронирования размещения и медицинского обслуживания клиентов медучреждения | 16. Дипломная работа: Автоматизация процесса информационно-поисковой системы регистратуры медицинского учреждения |
| 17. Магистерская диссертация: Автоматизация процесса документооборота организации | 18. Диплом: Автоматизация процесса документооборота аутсорсинговой компании |
диплома по автоматизации процессов
1. Избавиться от ручного выполнения однообразных операций учета (например, в дипломных работах учета расчетов с заказчиками и покупателями или в дипломах по автоматизации процесса учета посещаемости сотрудников).
Пример такой системы представлен на рисунке 1.
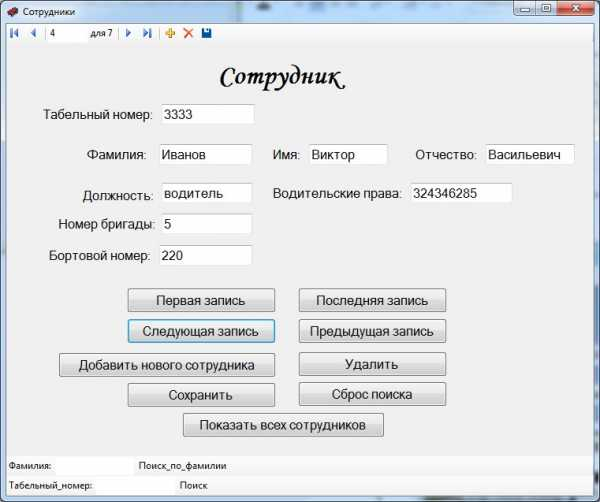
Рисунок 1 – Пользовательский интерфейс организации учета сотрудников в >дипломной работе по автоматизации процессов
2. Повысить уровень предоставляемых бизнес услуг (например, учебного процесса или процесса, позволяющего купить или заказать оборудование).
Пример такой системы представлен на рисунке 2.
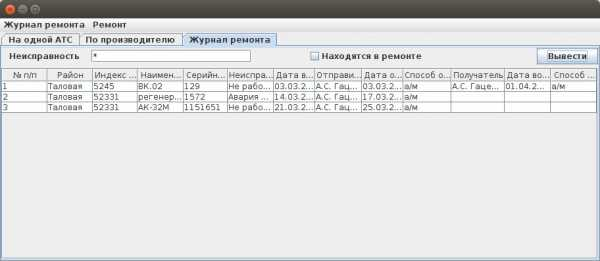
Рисунок 2 – Пользовательский интерфейс организации закупки оборудования в дипломе по автоматизации процесса
3. Сформировать единое информационное пространство для производственных и иных структурных подразделений (например, технологических процессов и производств).
дипломных работ по автоматизации процессов
1. Автоматизация взаимодействия заказчиков и покупателей в части получения расчетных документов или отчетов.
2. Повышения качества работы с базами данных, обрабатывающими информацию по производственным или технологическим процессам.
3. Стандартизация документов учета и информационно-нормативной базы, содержащей различную бизнес информацию.
дипломные работы по автоматизации процессов
1. Анализ процессов производства и других бизнес процессов предприятия.
2. Постановка задачи автоматизации.
3. Проектирование и разработка системы автоматизации бизнес процессов.
4. Разработка мер и инструкций по внедрению и сопровождению системы автоматизации бизнес процессов.
дипломной работы по автоматизации процессов
1. Справочная информация.
2. Проекты.
3. Заказы.
4. Отчеты.
Описание модулей такого программного обеспечения представлено в таблице 1.
Таблица 1 – Описание модулей программного обеспечения, автоматизирующего процесс документооборота в дипломной работе
| Наименование | Функциональное назначение | Входные данные | Выходные данные |
| Рабочая область | Навигация по ПО | Виды работ, материалы, оборудование, поставщики, проекты, технические задания | Справочная информация, заказы акты выполненных работ, отчеты |
| Справочная информация | Заполнение справочной информации | Виды работ, материалы, оборудование, поставщики, проекты | Виды работ, материалы, оборудование, поставщики, проекты |
| Проекты | Составление проекта | Справочная информация по материалам, оборудованию, видам работ, поставщикам. | Таблица проект |
| Заказы | Составление заказа | Справочная информация по техническим заданиям, проекты. | Таблица заказа |
| Отчеты | Формирование договоров и отчетов по расходу материалов за период. | Заказы | Таблица отчеты |
В рассматриваемом нами примере дипломной работы был также проведен функциональный анализ документооборота предприятия, на базе которого сформулированы требования и проведено функциональное моделирование разрабатываемой системы, спроектированы инфологическая и датологическая модели базы данных.
дипломов по автоматизации процессов
itdiplom.ru
Автоматизация процесса производства: дипломная работа / ВКР
Принципы подготовки дипломов и дипломных работ по автоматизации процесса производства. Актуальность и рекомендации по автоматизации процесса производства в дипломе.
диплома по автоматизации процесса производства
диплома по автоматизации процесса производства
Автоматизацию процесса производства
Автоматизация процесса производства может быть частичной или полной.
Частичная автоматизация процесса производства заключается в изменении части процесса при условии, что остальные части выполняются в неизменном виде.
Полная автоматизация определяется автоматическим выполнением всех функций для реализации процесса производства без непосредственного вмешательства персонала.
Неотъемлемой частью подобных дипломных работ является проектирование базы данных, используемой при автоматизации процесса производства. Одним из этапов такого проектирования является простроение логической модели базы данных, представленного на рисунке 1.
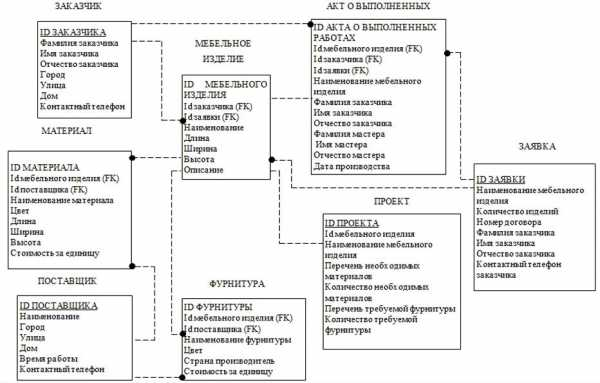
Рисунок 1 – Логическая модель базы данных в дипломе по автоматизации процесса производства
дипломе по автоматизации процесса производства
1. Автоматизация рабочего цикла.
2. Автоматизация систем машин, комплексов и модулей.
3. Комплексы автоматизации процессов производства.
4. Создание гибкого автоматизированного производства.
дипломной работы по автоматизации процесса производства
Автоматизация процесса производства
Для решения перечисленных выше задач необходимо внедрение подсистемы, позволяющей автоматизировать производственную деятельность сотрудников предприятия. Ядром данной системы должна стать база данных, а средством своевременного предоставления документов – программный продукт «Диспетчер». Деятельность диспетчерской службы не автоматизирована, путевые листы выписываются ручную на бланках, что приводит к большому количеству ошибок, связи с человеческим фактором. В работе предлагается автоматизировать процесс производства на уровне диспетчерской службы. Это позволит в целом повысить эффективность работы предприятия, за счет повышение качества информации. В случае реализации предложенного решения повысится эффективность и скорость обработки данных, скорость создания и доведения до получателя необходимой отчётности.
Решаемые задачи в рамках автоматизации процесса производства:
− Ввод, редактирование, сохранение информации о сотрудниках, о машинах.
− Формирование месячного и ежедневного графика работы.
− Заполнения и первичная обработка путевых листов и нарядов.
автоматизации
itdiplom.ru