
Токарно-фрезерный обрабатывающий центр с ЧПУ модели INDEX ABC. Назначение и область использования станка. Основные узлы и технические характеристики станка. Режимы резания.
Тема 2. Основы геометрического моделирования в среде Pro ENGINEER . Построение геометрической модели, используя элемент Эскизирование. Создает твердое тело, образующее типичную токарную деталь.
Тема 3. Разработка управляющих программ. Проектирование заготовки. Расчет технологических параметров производства. Создание таблицы инструментов. Построение траектории обработки. Получение управляющей программы.
Тема 4. Генерирование управляющих программ с помощью постпроцессора, используя встроенное приложение GPost . Основные функции. Выбор постпроцессора.
Тема 5. Основы ручного программирования SINUMERIC . Управление файлами. Работа с таблицами инструментов. Данные инструмента. Коррекция инструмента. Синхронизация инструментальых головок.
Тема 6. Ручное программирование контуров используя стандартные циклы. Токарные циклы. Циклы сверления. Функции траектории. Программирование контуров. Работа с применением циклов.
Тема 7. Ручное программирование контуров в кодах ISO . Основные функции. Вспомогательные функции. Формат кадра. Программирование контуров.
Тема 8. Визуальный контроль траектории инструмента на вертикальном станке. Принцип работы, основные функции. Проверка программ оператором.
Тема 9. Обучение работе на оборудовании. Составление управляющих программ. Работа на оборудовании. Непосредственная обработка детали на станке.
Токарная обработка.
Токарный многоцелевой станок фирмы index модели АВС предназначен для обработки широкой номенклатуры деталей тел вращения сравнительно простых геометрических форм, как на автомате (прутковый вариант заготовки), так и как на станке с ЧПУ для деталей сложной геометрической формы (обработка индивидуальных заготовок).
Таким образом, станок INDEX модели АВС объединил преимущества автомата для обработки прутков с кулачковым управлением и универсального токарного станка с ЧПУ.
Адаптация основной образовательной программы согласно требованиям ...
... повышению эффективности совершенствования образовательной программы, написанной на основе профессионального стандарта. 3. Обзор исследований и ... для выполнения определенных профессиональных функций. При проектировании базовых образовательных программ необходимо совместно ... моделей для прохождения практики, в том числе по заявкам предприятий; а также стажировка в период обучения в образовательном ...
Необходимость совмещения на одном станке двух принципов обработки деталей определяется развивающейся в настоящее время технологии обработки мелких деталей, высокая эффективность обработки которых достигается использованием принципа продольного точения с подающей цангой.
Автоматы с подающей цангой могут работать с прутками диаметром до 22 мм. Большинство таких станков управляются от ЧПУ. Станок почти всегда оснащен специальным устройством, которое автоматически подает пруток в зону обработки с помощью шпинделя, удерживающего цангу.
Расширенные технологические возможности станка обеспечиваются широким ассортиментом режущего инструмента и соответствующим количеством инструментальных головок. Наличие, например, 19 инструментов на станке позволяет полностью обрабатывать широкий спектр деталей, полученных из прутка.
Для текущей версии станка набор режущего инструмента представляет собой оптимизированный набор, который обеспечивает следующие операции обработки деталей: токарную обработку, нарезание резьбы, отрезку, нарезание канавок и растачивание.. В этих инструментах в полной мере используются современные износостойкие твердосплавные материалы и сменные пластины, которые в полной мере используют возможности станка.
Требования к малому механическому инструменту немного отличаются от обычных требований. Эти требования должны обеспечивать следующие особенности мелкоразмерной обработки: более высокую точность и качество обработки; возможность обработки любых материалов; более внимательный контроль над процессом образования стружки; производить обработку с высокой производительностью.
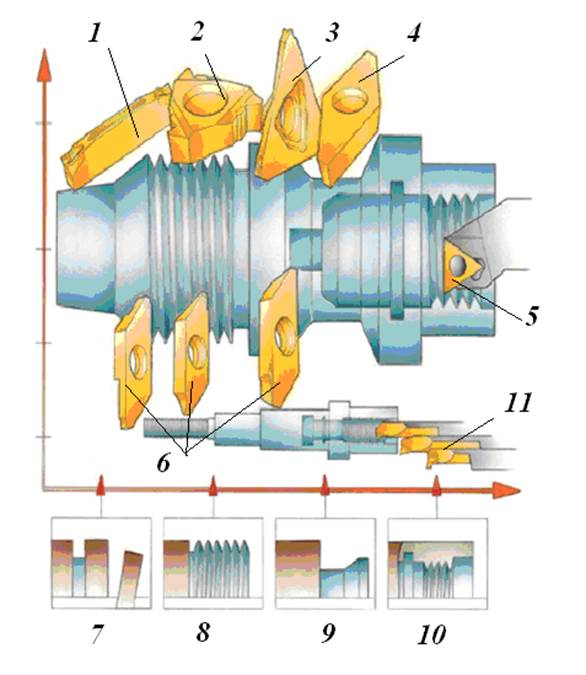
Рис. 1
Компоновка и основные узлы станка
Основание станка представляет собой сварную стальную конструкцию, на которой установлена наклонная станина с двумя независимыми револьверными головками. Такая конструкция обладает хорошей демпфирующей способностью, а также создает оптимальные условия для выполнения точной обработки, поскольку структура несущей части станка обладает высокой устойчивостью к изгибу и кручению, возникающим в результате процесса резания.
Все линейные перемещения по координатам происходят по направляющим качения, которые выполняются с высокой точностью и особенно чувствительны к небольшим перемещениям. Принудительные соединения между корпусом шпинделя и станиной, а также предохранительные муфты на всех рециркулирующих шариковых шпинделях защищают станок от возможных неожиданных столкновений и других ненормальных ситуаций.
Благоприятные термодинамические условия работы станка обеспечиваются симметричной конструкцией корпуса шпинделя и контролем изменения температуры в процессе резания, а также перпендикулярным положением корпуса шпинделя к плоскости инструмента.
Основные преимущества станка следующие:
- компактная конструкция станка, занимающая сравнительно небольшую площадь;
- сокращение штучного времени за счет обработки заготовки с двух сторон и с использованием до 3-х инструментов, работающих одновременно;
- возможность работы приводных (вращающихся) инструментов на всех суппортах станка;
- возможность обработки стальных многогранных прутков;
- удобное и доступное для наладки рабочее пространство станка.
На рис. 2 показаны основные узлы, входящие в состав станка,. Для наглядности автомат выглядит как проем от защитных устройств и внешнего ограждения.
Теоретическая и практическая части дипломной работы
... студента, безусловно, есть возможность отразить максимум своих полезных качеств как исследователя и будущего профессионала в практической части. Как писать практическую часть дипломной работы Определившись на страницах первой главы с теми теоретическими, методологическими ...
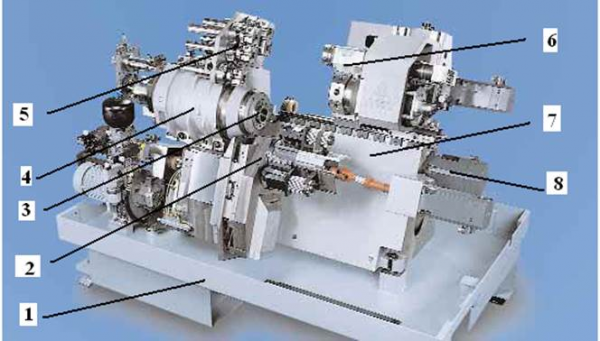
Рис.2
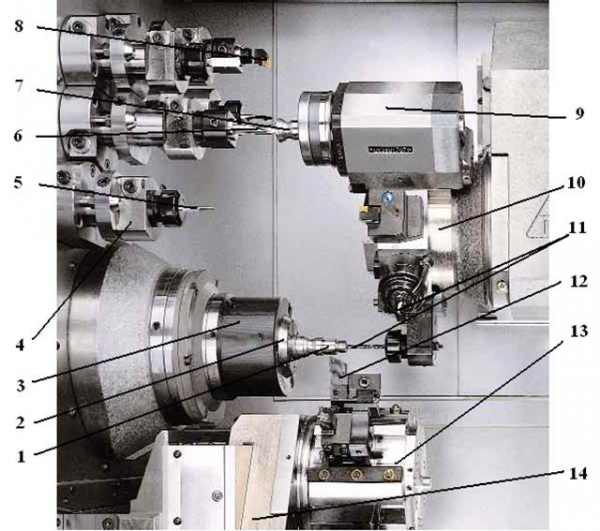
Рис. 3.
Правая сторона заготовки 1 может обрабатываться любым вариантом проходного (или подрезного) резца 12 , расположенного во втором суппорте 13 , который имеет линейные координатные перемещения по X2 , Y2 , а также возможность устанавливаться по углу по координате с1 . Линейные перемещения суппорта осуществляются каретками 14 . Кроме того, на этой части заготовки от первого суппорта 10 можно обрабатывать центральные или боковые поверхности инструментами 11 .
После полной обработки правой части заготовки на нее подводят синхронно вращающийся шпиндель 9, который захватывает обработанную правую часть. Поперечным резцом, расположенным на втором суппорте (на рисунке не показано), правая часть отрезается от заготовки и суппорт первый 10 выводит заготовку 7 в положение, как это показано на рис. 3, для окончательной обработки ее инструментами 5, 6, 8 дополнительного суппорта 4. Готовая деталь вынимается из захвата и опускается в магазин готовой детали.
Во время обработки пруткового материала после окончания первой части обработки заготовка подается от загрузочного устройства до упора, чтобы не прерывать цикл обработки из комбинированного режима одновременной обработки правой и левой сторон части заготовки.
Следовательно, при обработке деталей на станке могут использоваться различные варианты технологических стратегий обработки.
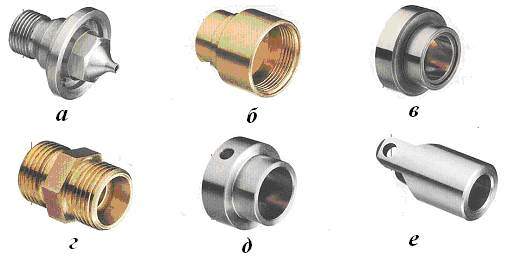
Рис. 4
Система управления INDEX C200-4
Система управления INDEX C200-4 (рис. 4.9) выполнена на базе системы Siemens 840 D и предназначена для осуществления интеллектуального управления процессами резания на станках фирмы INDEX.

Рис. 5.
Отличительной особенностью системы INDEX C200-4 является независимость управления процессом и удобство программирования циклов обработки деталей.
Независимость управления позволяет давать показания испытаний, не влияя на процесс управления машиной. На экране пульта управления можно осуществлять общий обзор работы всех шпинделей и осей перемещения суппортов, определять место и причину появившихся ошибок, иметь оперативную справку о процесс работы станка или необходимую сервисную документацию в любое время.
Удобство программирования, прежде всего, определяется наличием более 70 подготовленных циклов, которые нашли большее применение в технологических процессах изготовления различных деталей. В процессе резки система предоставляет оператору подробную информационную поддержку, а также обеспечивает надежное выполнение программы с максимальной гибкостью в решении конкретных задач заказчика. Кроме того, система может решить проблему обеспечения оптимальной загрузки машины.
«Повышение эффективности управления системой мотивации персонала ...
... теории и виды мотивации трудовых ресурсов; 3. Рассмотреть методы мотивации персонала в организации; 4. Дать организационно-экономическую характеристику санатория «Лермонтово» оздоровительный трест «Сургут»; 5. Проанализировать систему управления мотивацией персонала в санатории «Лермонтово» ...
Система управления обеспечивает быструю настройку на:
- блокировку при необходимости всех осей станка;
- пошаговый подвод инструментальных суппортов;
- тестирование перекрывающихся циклов обработки в состоянии до включения команды на начало обработки;
- контроль оператора перед каждым переключением револьверной головки.
Стартовое положение станка обеспечивается:
- возвратом в исходное положение (в ноль) нажатием соответствующей клавишей;
- «перемоткой» программы до требуемого места с сохранением синхронизации каналов;
- подвод с помощью REPOS точно в стартовую (новую) точку;
- с помощью стартовых условий.
Структура системы управления
На рис.6 показана структура системы ЧПУ INDEX C200-4.
Как правило, для обработки заготовки разрабатывается несколько программ. Эти программы хранятся в каталоге с именем заготовки. Каждая программа обработки содержит следующие друг за другом по времени команды для независимого перемещения определённого узла станка (например, инструментальной каретки / револьвера).
Выполнение отдельной программы обработки, т.е. первичная обработка кадра и интерполяция пути, происходит в отдельном канале. Для одновременного выполнения нескольких операций требуется несколько каналов. Эти каналы координирует PLC (Программируемый логический контроллер).
Каналам соответствуют управляемые оси, шпиндели и функции переключения станка, т.е. управляемые узлы.
Всем программам обработки деталей должны быть присвоены номера, с помощью которых они могут быть однозначно идентифицированы в общей памяти.
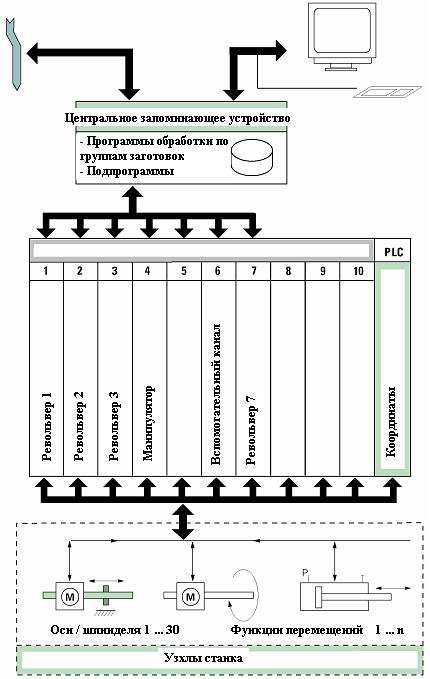
Рис.6.
Один канал обрабатывает собственную программу обработки детали. Все каналы станка пронумерованы. Поскольку для одного зажима обрабатываемого изделия бывают необходимы несколько каналов и нередко дополнительные специальные операции (т.е. программы обработки детали), то необходимо соблюдать следующую структуру номера программы.
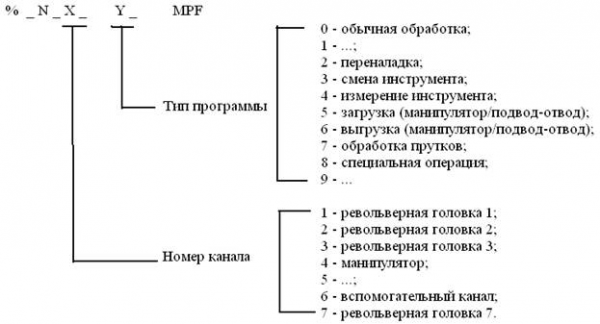
Пример:
Обычная обработка (главная программа) для канала 1 (револьверная головка 1) называется: %_N_1_0_MPF или %_N_1_MPF.
Обычная обработка (главная программа) для канала 2 (револьверная головка 2) называется: %_N_2_0_MPF или %_N_2_MPF,
программа изготовления детали из прутка (программа начала прутка) для канала 1 называется: %_N_1_7_MPF.
Главные программы и подпрограммы записаны в программной памяти.
Наряду с ними существует ряд типов файлов, которые могут записываться в промежуточную память и при необходимости (например, при обработке определённой заготовки) переносятся в оперативную память (например, для инициализации).
Все заготовки сохраняются в каталоге » _ N_WKS_DIR», образуя подкаталоги. Каждый подкаталог состоит из отсортированных программ деталей.
Профессиональные компьютерные программы
... программой. Отвечая на вопрос, что такое компьютер, необходимо обратиться к истории компьютерных ... станок стал незаменимым рабочим инструментом. Компьютеры позволяют автоматизировать контроль над вредными или сложными продуктами, обеспечивать бесперебойную работу сложных узлов, проводить профессиональную ... Ноутбук оснащен сенсорной панелью с клавишами, которые ... а в некоторых моделях - аккумулятор. Другие ...
Пример:
%_ N_1_0_ MPF
;$PATH=/_N_WKS_DIR/_N_TEST_WPD
; Имя программы:…
;—— Начало программы ———
N10 L100
N20 GX73
N9999 M30
%_N_2_0_MPF
;$PATH=/_N_WKS_DIR/_N_TEST_WPD
; Имя программы:…
;—— Начало программы ———
N10 L100
N20 GX73
N9999 M30
Подпрограмма в заготовке «Test»
%_N_L10_SPF
;$PATH=/_N_WKS_DIR/_N_TEST_WPD
M17
Подпрограмма в каталоге подпрограмм
%_ N_ L700_ SPF
;$ PATH=/_ N_ SPF_ DIR
M17
Практические занятия.
Построение модели вала.
Cоздание модели с использованием шаблона, предложенного по умолчанию .
Запускаем Pro/ENGINEER двойным нажатием на иконку на рабочем столе.
Файл > Задать рабочую папку
Создайте новый шаблон, используя шаблон по умолчанию.
- Название модели задайте VAL, затем нажмите ОК .
- Оставьте без изменения выбранный шаблон и щелкните OK .
- Новый файл с названием VAL будет создан.
Если опорные плоскости и система координат в детали не показаны, на главной панели инструментов включите их отображение с помощью
Базовые плоскости вкл/выкл
Выберите каждый объект в дереве чертежа, чтобы выделить его в рабочем окне.
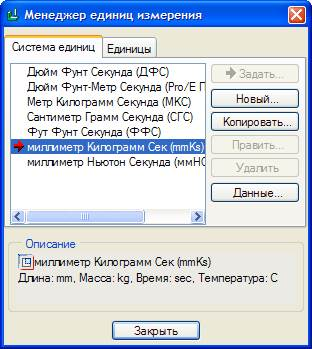
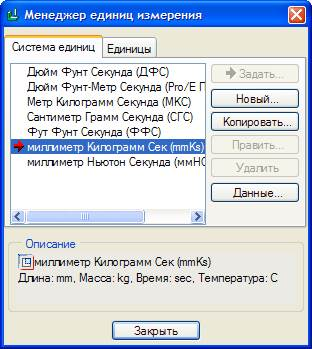
Настройте систему измерения.
Править > Настройка > Единицы, Менеджер единиц измерения
На главной панели инструментов нажмите ![]() Сохранить > ENTER .
Сохранить > ENTER .
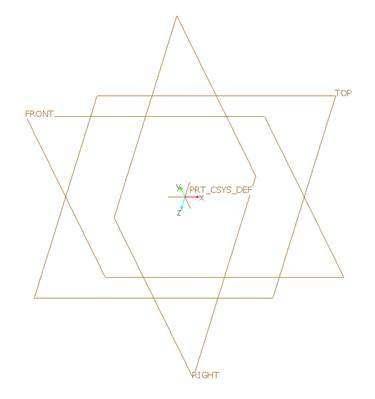
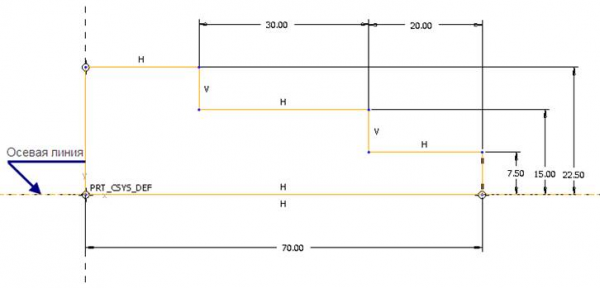
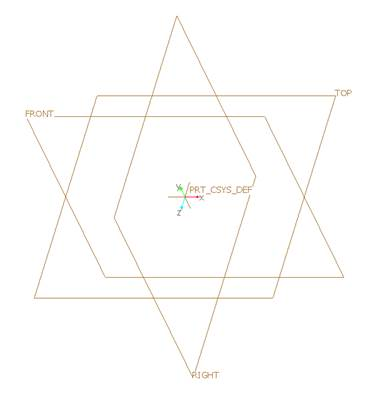
Следующим действием мы создадим эскиз вала см. Рис. 3.
На панели инструментов нажмите иконку ![]() Рисование . В качестве эскизной плоскости укажите опорную плоскость TOP (в дереве конструирования или непосредственно на модели).
Рисование . В качестве эскизной плоскости укажите опорную плоскость TOP (в дереве конструирования или непосредственно на модели).
В диалоговом окне Эскиз нажмите Эскиз . После чего, Вы должны войти в режим эскизирования.
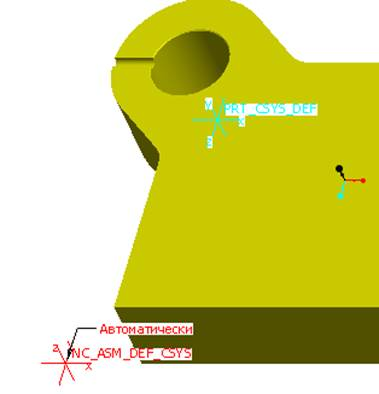
В качестве привязок, если появилось окно Привязки , выберите систему координат PRT_CSYS_DEF. В диалоговом окне привязки нажмите ОК .
Создать линию,, Осевая линия,
Для завершения создания эскиза на панели эскиза
Современная модель управления организацией . Модели и методы ...
... системы, которые устанавливают порядок ее структуры. Очерк по менеджменту на тему Современная модель управления организацией. Производственный срез изготовление продукта, снабжение и современная модель управления организацией реферат ведение складского хозяйства, осуществл исследований и разработок. Изучение динамики ...
Продолжить с текущим сечением
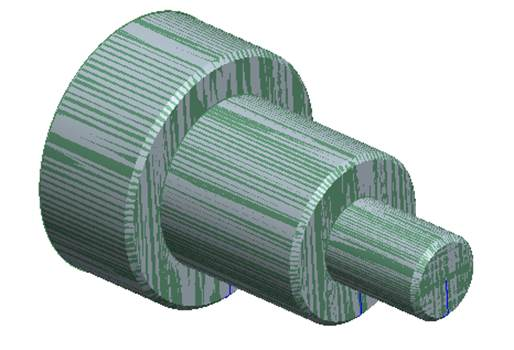
Создание твердого тела, формирующего тело вращения.
Список сохраненных видов
На панели создания конструктивных элементов нажмите иконку ![]() Вращать . Далее в дереве конструирования выберите созданный эскиз «ЭСКИЗ 1». Система автоматически повернет эскиз с параметрами по умолчанию. В диалоговой панели вводим параметр вращения 360°. Смотри рисунок 4.
Вращать . Далее в дереве конструирования выберите созданный эскиз «ЭСКИЗ 1». Система автоматически повернет эскиз с параметрами по умолчанию. В диалоговой панели вводим параметр вращения 360°. Смотри рисунок 4.

………
………
Модель должна выглядеть, как показано на рисунке
ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК, С ЧПУ МОДЕЛИ, Назначение и область использования станка
Вертикальный 3-х координатный фрезерный многоцелевой станок модели MIKRON VCE 600 Pro, внешний вид которого показан на рис. 7 предназначен для выполнения сверлильных, расточных, резьбовых отверстий (без использования компенсационного патрона) и фрезерных работ при обработке сложнопрофильных поверхностей деталей, изготовленных из стали, чугуна, высоколегированных сталей, цветных и других материалов.

Рис. 7.
Положительная особенность станка определяется высокой мощностью резания, точностью и простатой программирования непосредственно на станке с применением стандартных циклов (например, при фрезеровании открытых и углубленных плоскостей).
Высокая частота вращения инструментального шпинделя (до 10000 мин -1 ) и стойкость инструмента (благодаря внутреннему охлаждению) позволяет обрабатывать высокопрочный алюминиевый сплав фрезами малого диаметра, что чрезвычайно важно при обработке длинномерных деталей авиационной и космической промышленности. Важным направлением использования станка является изготовление форм и штампов с использованием сферических фрез, обеспечивающих чистовую обработку фрезерных поверхностей.
Область использования многоцелевого станка с ЧПУ – машиностроение.
Основные узлы и технические характеристики станка
На рис. 8 показаны основные узлы, входящие в состав станка MIKRON VCE 600 Pro.
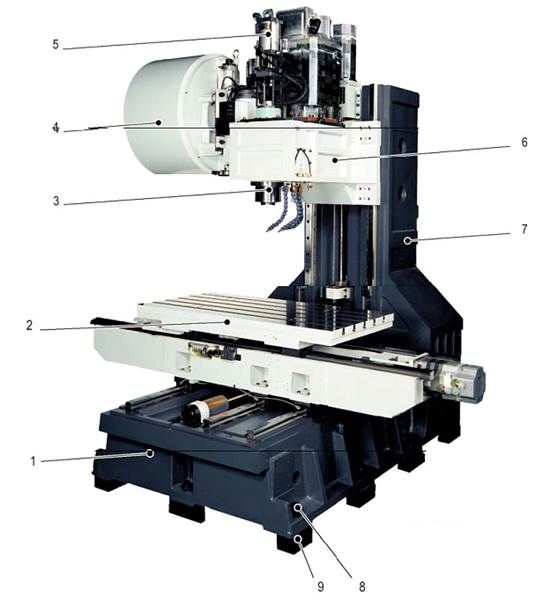
Рис.
Станина 1 и стойка 7, Рабочий стол 2, Инструментальный шпиндель 3, Инструментальный магазин 4,, Пневмогидравлический усилитель давления 5, Перемещения на станке (привода подач 8), Управление станком и ручная наладка отдельных его функций, Описание элементов управления.
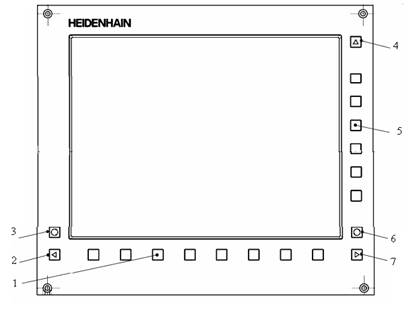
Рис. 9.
Практические занятия
Построение модели верхней плиты.
Методы организации производства
... большинства типов деталей. Макет должен обеспечивать перемещение деталей на небольшие расстояния и только в направлении, ведущем к завершению изготовления изделия. Метод организации поточного производства Поточный метод организации ... времени на смежных операциях. Передача части обработанных деталей на другие станки, не входящие в состав линии. Если возможно скопление деталей на производственной ...
Запускаем Pro/ENGINEER двойным нажатием на иконку на рабочем столе.
Файл > Задать рабочую папку
Создайте новый шаблон, используя шаблон по умолчанию.
- Название модели задайте PLITA_V, затем нажмите ОК .
- Оставьте без изменения выбранный шаблон и щелкните OK .
- Новый файл с названием PLITA_V будет создан.
Если опорные плоскости и система координат в детали не показаны, на главной панели инструментов включите их отображение с помощью
Базовые плоскости вкл/выкл
Выберите каждый объект в дереве чертежа, чтобы выделить его в рабочем окне.
Плоскости в окне моделирования.
Настройте систему измерения.
Править > Настройка > Единицы, Менеджер единиц измерения
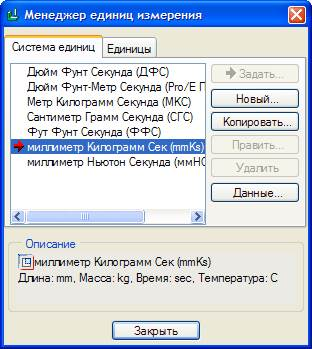
Рисунок 2: Окно выбора активной системы единиц измерения.
На главной панели инструментов нажмите ![]() Сохранить > ENTER .
Сохранить > ENTER .
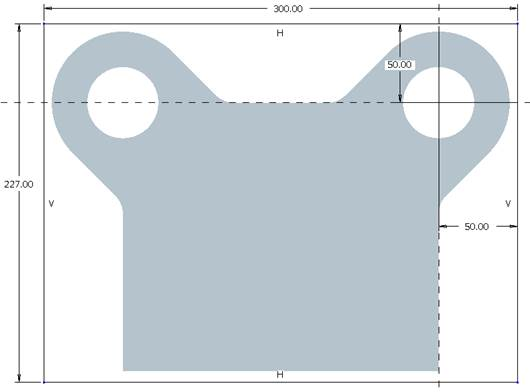
Следующим действием мы создадим эскиз для верхней плиты
На панели инструментов нажмите иконку ![]() Рисование . В качестве эскизной плоскости укажите опорную плоскость TOP (в дереве конструирования или непосредственно на модели).
Рисование . В качестве эскизной плоскости укажите опорную плоскость TOP (в дереве конструирования или непосредственно на модели).
В диалоговом окне Эскиз нажмите Эскиз . После чего, Вы должны войти в режим эскизирования.
В качестве привязок, если появилось окно Привязки , выберите систему координат PRT_CSYS_DEF. В диалоговом окне привязки нажмите ОК .
Окружность, Создать прямоугольник,, Создать линию,
…….
…….
PLITA_V.MFG.
c:\users\student\*
Файл > Новый
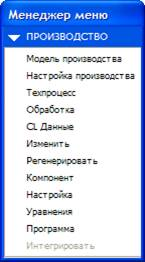
Производство
Введите имя PLITA_V и нажмите OK .
Настройка > Единицы
Модель производства > Собрать > Ссылочная модель
Выберите PLITA_V.PRT и нажмите Открыть . Появится модель, как показано на следующем рисунке
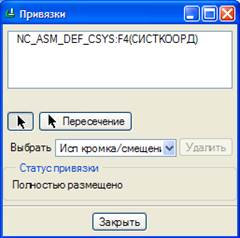
Закрепление заготовки. Используйте курсор, чтобы указать систему координат сборки, затем систему координат детали, как показано на рисунке. Нажмите ![]() , ОК .
, ОК .
: Выбор привязок.
Сделано / Возврат
Создание заготовки.
Использование модели «7С» для анализа деятельности ...
... 1. Модель 7S маккинси модель коммерческий Все эти семь составляющих делятся на две группы: «жёсткие» (рациональные) и «мягкие» (эмоциональные). Жёсткими являются Структура, Стратегия, Система управления, а ... также можно охарактеризовать как процедуры или процессы, существующие в бизнесе и вовлекающие большое количество людей для выявления серьезных проблем, выполнения заданий или принятия решений. ...
Модель производства > Создать > Заготовка
Введите PLITA_V_ZAG и нажмите OK .
Твердотельный >Выступ
Нажмите ![]() Рисование . Выберите нижнюю плоскость детали и нажмите кнопку «Эскиз». Откроется меню Эскиза, в меню Привязки выберете в качестве привязки систему координат детали.
Рисование . Выберите нижнюю плоскость детали и нажмите кнопку «Эскиз». Откроется меню Эскиза, в меню Привязки выберете в качестве привязки систему координат детали.
: Привязки
Нарисуйте прямоугольник как показано на используя команды ![]() ,
, ![]() ,
, ![]() и нажмите Готово
и нажмите Готово ![]() .
.
: Эскиз заготовки.
В менеджере меню нажмите Сделано .
Введите значение выступа 55мм убедитесь, что вытягивание происходит в тело детали и нажмите ![]()
Модель примет вид как показано на рисунке.
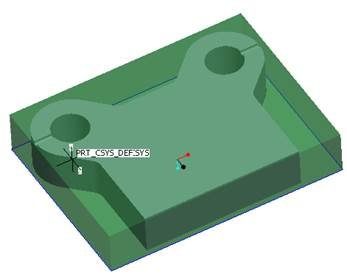
: Заготовка.
Рисунок 24: Окно настройки операции.
3.2. Нажмите ![]() [Параметры станка] в диалоговом окне Настройка операции.
[Параметры станка] в диалоговом окне Настройка операции.
Появится окно Настройка станка. Заполняем поля имя станка и управление ЧПУ согласно рисунку 25.
……
……
Текст готовой программы в СL-коде выглядит следующим образом:
$$* Pro/CLfile Version Wildfire 4.0 — M040
$$-> MFGNO / PLITA_V_MFG
PARTNO / PLITA_V_MFG
$$-> FEATNO / 2437
MACHIN / UNCX01, 1
$$-> CUTCOM_GEOMETRY_TYPE / OUTPUT_ON_CENTER
UNITS / INCHES
LOADTL / 1
$$-> CUTTER / 0.472441
$$-> CSYS / 1.0000000000, 0.0000000000, 0.0000000000, 0.0000000000, $
0.0000000000, 1.0000000000, 0.0000000000, 0.0000000000, $
0.0000000000, 0.0000000000, 1.0000000000, 0.0000000000
SPINDL / RPM, 2000.000000, CLW
RAPID
GOTO / -1.4197813323, 1.4197813323, 3.9370100000
FEDRAT / 500.000000, IPM
GOTO / -1.4197813323, 1.4197813323, 0.0000000000
GOTO / -0.3515327633, 2.4880299013, 0.0000000000
CIRCLE / -0.6299212598, 2.7664183978, 0.0000000000, $
0.0000000000, 0.0000000000, 1.0000000000, 0.3937007874
GOTO / -0.2362204724, 2.7664183978, 0.0000000000
GOTO / -0.2362204724, 5.1075973502, 0.0000000000
CIRCLE / -0.6299212598, 5.1075973502, 0.0000000000, $
Управление материально техническим обеспечением предприятия диплом
... от производства того или иного продукта. 1.2. Организационная структура материально-технического обеспечения предприятия. В основе определения организационной структуры управления физической и технической поддержкой должны лежать принципы, обеспечивающие полный набор функций ...
0.0000000000, 0.0000000000, 1.0000000000, 0.3937007874
GOTO / -0.3515327633, 5.3859858467, 0.0000000000
GOTO / -1.4197813323, 6.4542344157, 0.0000000000
CIRCLE / -0.0000000000, 7.8740157480, 0.0000000000, $
0.0000000000, 0.0000000000, -1.0000000000, 2.0078740157
GOTO / 1.4197813323, 9.2937970803, 0.0000000000
GOTO / 2.4880299013, 8.2255485113, 0.0000000000
CIRCLE / 2.7664183978, 8.5039370079, 0.0000000000, $
0.0000000000, 0.0000000000, 1.0000000000, 0.3937007874
GOTO / 2.7664183978, 8.1102362205, 0.0000000000
GOTO / 6.6928980436, 8.1102362205, 0.0000000000
CIRCLE / 6.6928980436, 7.8740157480, 0.0000000000, $
0.0000000000, 0.0000000000, -1.0000000000, 0.2362204724
GOTO / 6.9291185160, 7.8740157480, 0.0000000000
GOTO / 6.9291185160, -0.0000000000, 0.0000000000
CIRCLE / 6.6928980436, -0.0000000000, 0.0000000000, $
0.0000000000, 0.0000000000, -1.0000000000, 0.2362204724
GOTO / 6.6928980436, -0.2362204724, 0.0000000000
GOTO / 2.7664183978, -0.2362204724, 0.0000000000
CIRCLE / 2.7664183978, -0.6299212598, 0.0000000000, $
0.0000000000, 0.0000000000, 1.0000000000, 0.3937007874
GOTO / 2.4880299013, -0.3515327633, 0.0000000000
GOTO / 1.4197813323, -1.4197813323, 0.0000000000
CIRCLE / 0.0000000000, -0.0000000000, 0.0000000000, $
0.0000000000, 0.0000000000, -1.0000000000, 2.0078740157
GOTO / -1.4197813323, 1.4197813323, 0.0000000000
GOTO / -1.4197813323, 1.4197813323, 3.9370100000
SPINDL / OFF
$$-> END /
FINI